TR-2B转矩转速采集仪以磁粉制动器或磁粉离合器作阻尼负载,以拉压传感器、光电(或磁电)转速传感器作检测元件,可以采集动力机械的转矩、转速、功率。该仪器以数码管显示采集结果,备有RS232(或定制半双工RS485)标准串行接口,实现与计算机通信或与微型打印机接口。
一、技术指标
1.转矩采集范围:0~50000Nm (由拉压传感器的量程确定)
2.转速采集范围:0.5~20000r/min。
3.转矩采集误差:小于0.1%
4.转速采集误差:小于0.1%。
5.采样周期:0.1~1秒
6.消耗功率:小于10w
二、面板介绍
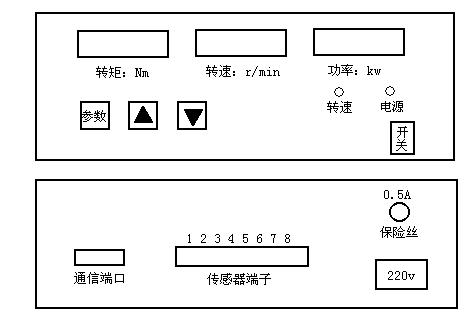
前面板配置了“参数”、“+”、“-”三只按键, “参数”键用于选择系统所需的参数及参数的存储;“+”、“-”键用于修改系统参数。
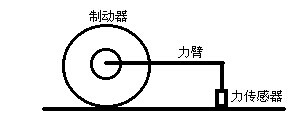
三、工作原理
动力的转矩等于力臂的长度乘以力传感器所受的力;
动力的转速对应与转速传感器输出的脉冲数。
四、系统设置
该系统需设置如下参数:
1.转矩量程 2.转速传感器齿数 3.采样周期 4.串口通信地址 5. 串口通信选择 6.定时打印开关 7.定时打印时间
“参数”键为多功能键,用于设置7个系统参数。
仪器上电时,显示两帧信息,一帧为出厂编号;第二帧为参数值:“转矩量程”、“ 转速传感器齿数”、“ 串口通信地址”,用于检查参数是否正确。
按一下“参数”键,系统进入参数设置状态,此时,在功率显示窗口显示 F1,再按一次“参数”键,显示 F2, 一直显示到 F7, F1~F7分别对应于如上7个参数。当显示 F7时,若再按一下“参数”键,此时,在功率显示窗口显示“―————”,系统将上面7个参数存储(掉电不丢失),然后,自动回到工作状态。
具体说明:
(1)转矩量程 F1
用于设定转矩的量程,该值为转矩传感器的量程值。
按一下“参数”键,显示F1,用“+” 、“-” 键可改变设定值,其值为1、2、5……10000、20000、50000。
(2)转速传感器齿数 F2
用于设置转速传感器的齿数(齿数范围为:1~5000),用“+” 、“-” 键可改变设定值。
(3)采样周期 F3
用于设置系统的采样周期(范围为:0.1~1),用“+” 、“-” 键可改变设定值。
(4)串口通信地址 F4
用于设置本机的通信地址,用“+” 、“-” 键可改变设定,范围为0~20。当不与计算机通信时,可不设置此参数。
(5)串口通信选择 F5
仪器的通信端口为多功能口,可与计算机或微型打印机接口。
在F5状态,用 “向上”或“向下” 键操作。有“Con”、“Pri”两种状态。
“Con”:表示与计算机通信;“Pri”:表示与打印机接口。
(6)定时打印开关 F6
在F6状态,用 “向上”或“向下” 键操作。有“on”、“OFF”两种状态。
(7)定时打印时间 F7
在F7状态,用 “向上”或“向下” 键改变定时打印时间。
定时打印时间间隔为(单位:秒):显示值×采样周期;
五、传感器的连接
(1)力传感器的信号线连接为:
端子1:屏蔽 端子2:0V 端子3:信号1 端子4:信号2 端子5:+5V
(2)转速传感器的信号线连接为:
端子6:0v 端子7:信号 端子8:+12v
六、转矩的标定
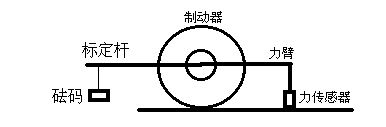
1. 连接拉压力传感器。
2. 安装转矩标定杆,标定杆置于力传感器的同侧或另一侧,其长度为以知值。
3. 关闭电源,按住“参数”键,再打开电源,进入“零点、满度”调试状态,功率显示窗口显示“SEP”;
4. 转矩零点调整:不加砝码,当转矩显示窗口的显示值稳定时,按“+”键,功率显示窗口显示“SEP 0”,仪器自动记录转矩的“零点”;
5. 转矩满度调整:在标定杆上挂标准砝码,使砝码产生的力矩为所选择的转矩量程值,当转矩显示窗口的显示值稳定时,按“-”键,功率显示窗口显示“SEP 1”,仪器自动记录转矩的“满度”;
6. 步骤4、步骤5无先后顺序,但须同时操作。
7. 取下砝码和转矩标定杆。
注意:
1、转矩标定时,转矩窗口的显示值为“相对转矩值”,范围为:-10000~10000。若在标定时,“相对转矩值”不随外力变化而变化,请检查传感器是否断线,请检查传感器是否损坏。
2、若标定“零点”时,相对转矩值为“-E”或“E”,请先检查传感器是否断线;如果连线正确,请更换力传感器,可能的原因有:传感器的零点偏移过大。
3、若标定“满度”时,相对转矩值为“-E”或“E”,请更换力传感器,可能的原因有:
(1)传感器量程偏小;
(2)传感器的零点偏移过大。
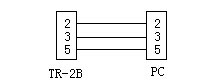
七、外设的连接
该仪器提供RS232串行接口,可与计算机进行通信。串行通信电缆连接如下:
八、微型打印机接口
该仪器通过RS232(或RS485)串行接口与打印机连接,输出ASCII码。
串行口通信格式: 波特率为9600,无奇偶校验位。
打印样式: 0.00000Nm 0.0000r/min 0.0000kW
九、微型打印机接口
该仪器通过RS232(或RS485)串行接口与打印机连接,输出ASCII码。
串行口通信格式: 波特率为9600,无奇偶校验位。
打印样式: 0.00000Nm 0.0000r/min 0.0000kW
十、注意事项
(1) 正确设置“转矩量程 F1”、 “传感器齿数 F2”,否则采集结果将会错误。
(2) 转矩值的正或负表示动力的旋转方向。
(3) 显示窗口显示“E”或“-E”时表示采集值超出显示范围。
(4) 在“测试状态”,“+”键用于“转矩零点”的补偿。当零点偏移零位时,按下“+”修正“转矩零点”。
(5) 在“测试状态”时:
(A) 选择“计算机通信”时,“-” 键用于保持测量值不变,便于记录。处于保持状态时,电源指示灯闪烁。再次按“-” 键,则退出保持状态;
(B) 选择“微型打印机”时,电源指示灯脉冲闪烁,“-” 键用于手动打印。
 苏公网安备 32062102000172号
苏公网安备 32062102000172号